Making IDC & MTA tooling
I spent most of this weekend making some tools to make life easier. Here's the rant behind all this:
Tooling. You need it, but you can't afford it. Why the f*** do manufacturers do this? A case in point: AMP/Tyco MTA .100" Series IDC Connectors. I love these things - no crimping, no need to strip wires, just press the wire end into the connector and you're done! A 2-pin 22ga. connector is just 7.4¢ in quantities of 100, how nice is that? Oh, wait, if you want to use them you have to buy the 'crimping' tool. Your options: you can get the cheap plastic t-handle "field repair" tool for about $18 at Mouser, but that only does one wire at a time, is plastic, does not position the connector, and is plastic. I don't like plastic tools. Or you could buy the much better pistol-grip pressing tool - well, you can buy the pistol grip for $58.25 at Mouser, AND the actual die head for $122.85 at Mouser. But the die head is only for one size - either 0.100" or 0.156" - and only does one wire at a time.
The point of this: Do not charge ~$200 for the tools to attach a 7¢ connector! I blame Ford for this. You should make it EASY for people to use your products. Yes, I know that good tools are freaking expensive to design and manufacture, but do you want your product to sell? This approach severely restricts your consumer base and is one of the many wonderful decisions that brought about the wonderful economy we are dealing with today. Enough of the rant, back to the tools.
First: IDC = Insulation Displacing Connector. The wire is pushed into a slot that is cut into a thin piece of metal. The slot is a little narrower than the width of the wire so it both pushes the insulation out of the way and grips the wire tightly (scraping away any surface oxidation).
MTA = Mass Termination Assembly. This means you can do (terminate) MORE THAN ONE WIRE AT A TIME (small discrepancy between part description and tooling design?).
One common technique is to use a flat-bladed screwdriver to push the wires in one at a time. The drawback to this is that the wires don't get pushed down far enough to ensure they won't work back out. My first adaptation was to cut some slots in a screwdriver bit to clear the metal contacts. This works quite well, but still only one wire at a time. I thought, "why not have 5 bits and do the whole connector at once?" The specs for the tooling are available on the AMP/Tyco website here.
The process:
The end result (click on image for large size):

I'm getting tired of typing all this right now, so I'll just show images of the rig and get back to ya later.


Tooling. You need it, but you can't afford it. Why the f*** do manufacturers do this? A case in point: AMP/Tyco MTA .100" Series IDC Connectors. I love these things - no crimping, no need to strip wires, just press the wire end into the connector and you're done! A 2-pin 22ga. connector is just 7.4¢ in quantities of 100, how nice is that? Oh, wait, if you want to use them you have to buy the 'crimping' tool. Your options: you can get the cheap plastic t-handle "field repair" tool for about $18 at Mouser, but that only does one wire at a time, is plastic, does not position the connector, and is plastic. I don't like plastic tools. Or you could buy the much better pistol-grip pressing tool - well, you can buy the pistol grip for $58.25 at Mouser, AND the actual die head for $122.85 at Mouser. But the die head is only for one size - either 0.100" or 0.156" - and only does one wire at a time.
The point of this: Do not charge ~$200 for the tools to attach a 7¢ connector! I blame Ford for this. You should make it EASY for people to use your products. Yes, I know that good tools are freaking expensive to design and manufacture, but do you want your product to sell? This approach severely restricts your consumer base and is one of the many wonderful decisions that brought about the wonderful economy we are dealing with today. Enough of the rant, back to the tools.
First: IDC = Insulation Displacing Connector. The wire is pushed into a slot that is cut into a thin piece of metal. The slot is a little narrower than the width of the wire so it both pushes the insulation out of the way and grips the wire tightly (scraping away any surface oxidation).
MTA = Mass Termination Assembly. This means you can do (terminate) MORE THAN ONE WIRE AT A TIME (small discrepancy between part description and tooling design?).
One common technique is to use a flat-bladed screwdriver to push the wires in one at a time. The drawback to this is that the wires don't get pushed down far enough to ensure they won't work back out. My first adaptation was to cut some slots in a screwdriver bit to clear the metal contacts. This works quite well, but still only one wire at a time. I thought, "why not have 5 bits and do the whole connector at once?" The specs for the tooling are available on the AMP/Tyco website here.
The process:
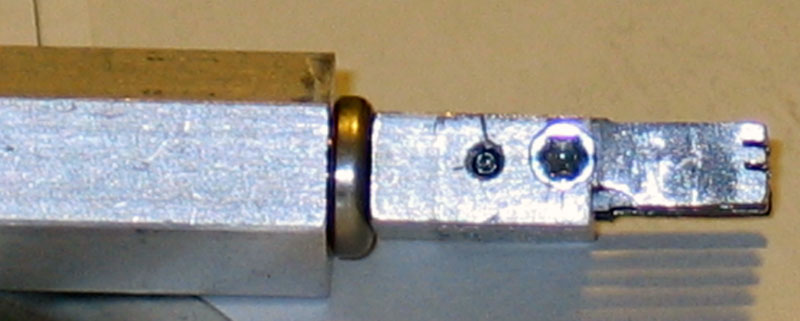
- cut some strips of metal that is of the correct width
- cut slots in one end - just stick one end in a connector and mark the centerlines of the metal contact.
- find a block to use as a base that will hold the bits and cut slots in it that are the width of the bits, spaced 0.100" or 0.156" depending on your needs.
- drill holes for fixing screws/pins
- assemble and fix
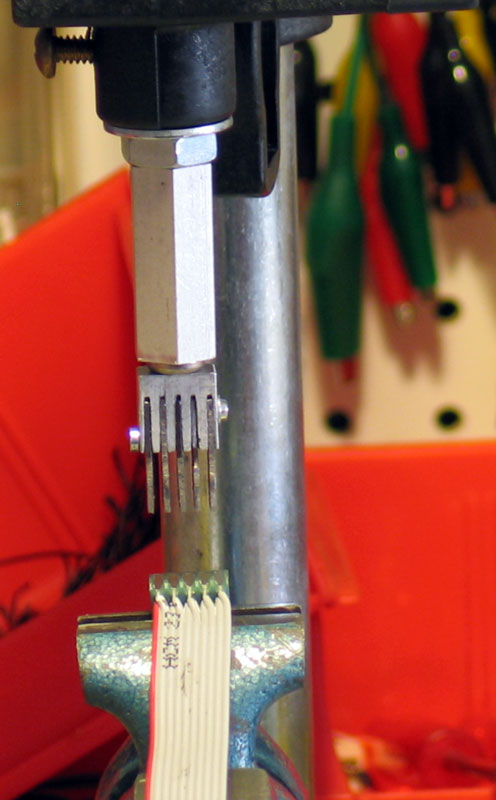
The end result (click on image for large size):
I'm getting tired of typing all this right now, so I'll just show images of the rig and get back to ya later.

posted by flight
at
6:44 AM
![]()
![]()
0 Comments :
Post a Comment
Links to this post :
Create a Link
<< Home